���������IDX-��®�����Ÿ����������������Ÿ����ץ饺���������Ÿ����ޥ������ȱ��ѵ������¤������-
���ʼ�����®�۶˻������ǽ�Ȥ������ȡ��Х��ݡ����Ÿ�
��ǯ�Υѥ���ǥХ����ο���ϡ��ܳФ�����Τ����ꡢ�ѥ���쥯�ȥ��˥����������Ǥ��γ��Ѥ��ޥԥå��ǻϤޤäƤ��롣�ǿ��Υѥ���ǥХ�������Ѥ�����硢�ɤ��ɽ�̽������Ÿ����Ǥ���Τ��������Ƥ��ξ����ǽ���Ϥɤ��ޤǤ���Τ�������ߥ˥�����۶˻��������Ȥ��Ƽ��夲���ɤ�ʵ���Ū������ǽ���������Ƥ���Τ���Ҳ𤹤롣
��1.�����
��2.������
��3.���۶˻����Ÿ��γ�ȯ
��4.������פȤ��η��
��5.���ͻ�
��6.���Ÿ��β������۶˻������κ�Ŭ��
��6-1.�����åѥ�����β���
��6-2.���ŵ�����Ū�ͻ�
��6-3.��PC��³��PC����
��7.���ޤȤ�
1.�����
�������⥢��߽в��̤ϡ�ǯ400���ȥ��Ķ����ǯ���äη����ˤ��롣�����ƽв٤Υȥåפϡ�͢����Ϣ�ʼ�˼�ư�֡ˤȤʤäƤ��롣��ư�֥������dz���к��ϡ���ư���Ѻ����Ȥ��ƹ�ĥ�Ϲ��Ĥ�Ƴ���ȤȤ�ˡ���Ŵ��°���ץ饹�ƥ��å�����Ƴ�����®��������Ŵ��°�Ǥϥ���ߥ˥����Ƴ�����ʤߡ���ư�֣�����������̤�100Kg��ۤ�2010ǯ�Ǥ�������119Kg��������ͽ¬����Ƥ��롣�����ץ饹�ƥ��å����⡢���٤���꤫�Ļ����Ѥβ�ǽ�������礹��Ф���˳��Ѥ��ʤ��Τȹͤ����Ƥ��롣���⼫ư�ָ�������ߥ˥�����������̤ϡ�04ǯ��1,400K�ȥ��Ķ�������Τ������㥹�ȡ��������㥹�Ȥ��פ����1,130K�ȥ���������̤�78��ˤ����롣����̤Ǥϡ��������㥹�Ȥ�94��ADC12�����Ƥ��롣�����������㥹�ȡ�����ߥ˥�������Ф���ɽ�̽����Υˡ��������Ϥ�¸�ߤ����ΤΡ����ꥳ���¿�̤˴�ͭ����ɽ���ؤؤ��۶˻����Ѱ줫�Ĺ�®���۶˻������뤳�ȤϤ��ʤ꺤��ʤ��ȤǤ��ꡢ�̾��10�ߥ���������������Τˡ�1��������λ��֤��פ��Ƥ��롣
2.������
��������ߥ˥�������Ф��ơ�����ή������ή̩�ٰ��ä�Ԥ�����ή�ζɽ꽸��ȤȤ�˾Ƥ������١�ʿ�����㲼�ʤɤ����꤬ȯ�����롣��Ŭ�ʼ�������������ä�����ή��Ĺ���ְ��ä�Ԥ��С��ϲ���������ǽ�Ū�˥Х������Ϥ�����֤Ǹ³���ã���롣������¿���̽�����Ԥ����Ȥ����¿�����������Ƴ�����ʤ��ƤϤʤ餺��ۤ�����ɬ�פȤ��롣���ʤ������ư�����Ӥʤ��̻�ʬ��ǡ����ʼ�����®���۶˻����Ǥ��뵻�Ѥ���ȯ����뤳�Ȥ����������Ƥ��롣�ä�ADC12�䥸����ߥ�Τ褦�ˤ���ޤ����۶˻��������ȹͤ����Ƥ��������ء����ʼ����Ĺ�®���۶˻����Ǥ���и��������Ƥ���¿�����������Ǥ��롣�⤷���������㥹�����ʤε����ù��Υ����ȥ�����˶ᤤ���������۶˻�����������ǽ�Ȥʤ�С������ù�������Ϣ³���ƥ饤����������ǽ�Ȥʤꡢ�����ʸ����㸺�β�ǽ���������Ƥ��롣
3.���۶˻����Ÿ��γ�ȯ
��������ޤǤΥѥ���쥯�ȥ��˥������ΰ�ǤϤ��ΤۤȤ�ɤ������ꥹ�������ˤ�äƹ�������Ƥ�������1���˼����褦�ˡ��ѥ���ǥХ���MOS��FET��������(100W�ʲ�)�ξ���̿�����ؤ�Ƴ�����ʤߡ�MOS��FET�κ����ͥ�����Ǥ����®������ħ���������ơ�����̩�٤����˹⤤���֤μ¸�����ǽ�Ǥ��ꡢ���Ͽ�10kW�ʾ�����֤ˤޤ�¿�Ѥ���Ƥ��롣IGBT�ϡ����衡�緿�Υ���С�����¿�Ѥ���Ƥ����ȥ�����⥸�塼���������Ū�ʥǥХ����Ȥ��ƥѥ���쥯�ȥ��˥����˥ǥӥ塼���������θ塢�����夫����ǽ�������Ťͤ�줿�������Ǥϥѥ���쥯�ȥ��˥�����Ǥ���ɽ����ǥХ����ȤʤäƤ��롣 IGBT�ϻ����Ѥ����̿���W����100��W��ͶƳ��Ǯ�Ÿ���������¿�����Ѥ���Ƥ��롣
��ʸ�ǾҲ𤷤Ƥ���ѥ륹���Ϸ����۶˻����Ÿ��Ǥϡ�“��®��������”�Ȥ��ä�IGBT�κ������ħ����������Ƥ��롣
���Ҥϡ�10ǯ���ۤɤˡ����ܸ����ϸ���������ˡ�IGBT�ǻҤ���Ѥ������Ű���ľή130��V�ˡ������̡�350A����ˡ���®��7�ޥ������ðʲ��˼��Ǵ�ʿ�2.�˼����ˤ�ȯ��Ǽ���������Ȥ�Ϥ���Ȥ���IGBT�ǻҤʤɤΥѥ���ǥХ�����ѥ���쥯�ȥ��˥���ʬ��ر��Ѥ��뤳�ȤˤĤ������ܤ�Ĥ��Ƥ���������3.�˼����۶˻����ѻ�Ÿ��Ǥϡ����1200V,600A��ʤι�®�Ѥ�IGBT�ǻҤ����åѡ��Υ����å��Ȥ����Ѥ���ľή�Ÿ��ν����Ű������Ȥζ���Ȥ��ڤ�Ф����Ȥߤ�Ͱơ�����ơ���ľή�Ÿ���IGBT�����å��������¿�Ų����뤳�Ȥˤ�ꡢ����ȥХ��ݡ����Ÿ��Ȥ��ƴ��������������γ�ά�������4.�˼����� ����Ÿ��Ǥϡ���¦��¦�ơ���110V20A��ľή�Ÿ�������������ȿ��ϡ�1��15��H���ޤ�0.1��H����ߤ�����Ǥ�����ȤߤȤ���1�������������ơ����Ф���50��50��ʬ�䡢��������������åѥ륹�ʥǥ�ƥ��˳ơ�0��45��ޤ�����Ǥ�����ȤߤȤ��������ʤ����10��H���Ǥ���С�1����100μ�á����Τʤ���50μ�ä�������˳�꿶�ꡢ50μ�ä����0��45μ�äޤǥѥ륹���äǤ���褦���꤬��ǽ�ʻ��Ȥߤˤ��Ƥ��롣
4.������פȤ��η��
�����»ܤ�������γ��פ�ɽ��.�˼�����������Ȥ��Ƥϡ��ԥ奢����ߡ�1000�ϡ�6000�Ϥ������۶˻��������Ȥ�����2000�ϡ�ADC12�ޤǣ�����������������Ȥ��Ƽ奢�륫����æ���Ԥ����Ჹ10��Cβ��ǻ����200��/L���Ų�դˤ��۶˻�����»ܤ��������ȿ��ϡ�5��15��Hz�ޤǡ���¦��ή̩�٤ϡ�6��18A/dm2����ä�������¦���äȤ��Ƥϡ���-5V�ޤǤ����Ű����äȤ����ǥ�ƥ��ϡ�20��45����ϰϤǡ�����Ʊ���ǥ�ƥ������ꤷ�����եȥ�������3ʬ��ޤ�15ʬ���Ų��Ԥä���
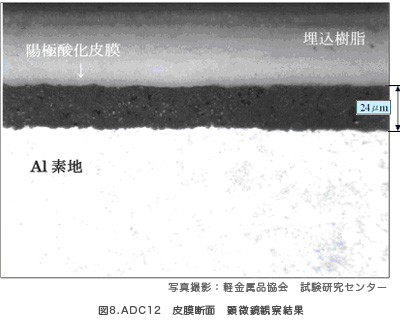
�����Ų���Ǥ������̤��5.�˼���������ޤ����۶˻��������Ȥ���Ƥ���A2017��ADC12���Ф��Ƥ�A1100���纹�ʤ�®�٤�����Ǥ������Ȥ��Ƥ��롣��6.�˥ԥ奢��������������̤�SEM�̿���ź�դ��롣ϻ�������¤������۶˻����줬�ˤ�ƶѰ������Ʒ������줿���Ȥ��Ƥ��롣��7.�ˡ���¦��ή̩�٤�����¦��ή̩�٤���������ή̩�١ʼ¸���ή̩�٤ȸƤ֡ˤ��Ȥ���������Ĺ®�٤�ļ��Ȥ�������դ������Ū�۶˻������ưפ�A1100��ԥ奢����ߤǤϡ�12A/dm2����μ¸���ή̩�ٰ��ä���ǽ�Ǥ��뤳�Ȥ���ǧ���줿���ޤ�������ޤ����۶˻��������Ǥ���ADC12�Ǥ�6A/dm2�ʾ塢A2017�Ǥ�10A/���2�ʾ�μ¸���ή̩�ٰ��ä���ǽ�Ǥ��뤳�Ȥ��ǧ���줿����8.��ADC12�������̿ޤ������۶˻��������Ȥ���Ƥ���ADC12�˶ˤ�ƶѰ�����դ�������Ƥ��뤳�Ȥ��ѻ��Ǥ��롣¿�̤˴ޤॷ�ꥳ����۶˻����줬����������߹���褦�ʹ�¤�Ȥʤä����줬��������Ƥ��롣����夬�ä���ι��٤ϡ��ż�����ޥ��Ⱦ����۶˻��������櫓�ǤϤʤ���Το�9.�˼����褦��A1100��Hv320���塢A6061��Hv370����ι��٤�¬�ꤵ�줿��ADC12�ˤĤ��Ƥ�ɽ�̾��֤ΥХ�ĥ��αƶ��������٤�Hv130��Hv260�ޤǹ���ʬ����������10.��ʿ���٤η�̤���A1100,A6061����ɽ���Ƥ�Ra0.3�ʲ��ȶˤ���ɹ���ʿ���٤�������ADC12�Ǥ�Ra0.6����ο��ͤȤʤä���
5.���ͻ�
��������ȥХ��ݡ����Ÿ����Ѥ��ƴ���Ū�ʼ¸���Ԥ�����®���Ĺ��ʼ������դ�������Ū���Բ�ǽ�ǤϤʤ����Ȥ��¾ڤ��줿���Ǥϡ����ʤ��®�������ʼ������Բ�ǽ�ʤΤ��������ʤ��®�������ʼ����˸����ơ��Ÿ�����ΤȤ��ưʲ��������鸡Ƥ��ʤ�����Ű�/��ή���åѥ�����κƸ�Ƥ�����ŵ�����Ū�ͻ�����PC��³�����桡��3���Ǥ��롣
��6.���Ÿ��β������۶˻������κ�Ŭ��
6-1.�����åѥ�����β���
�����嵭�˾Ҳ𤷤���Ÿ��Ǥ�������ʬ��50��50�˸��ꤷ�Ƥ������������ºݤ��۶˻����˹�����Τ�������¦���äξ��ΤߤǤ��ꡢ��¦���ä���Ŭ���ˤʤ뤳�Ȥ����ޤ�������¦���û��֡����þ������Ϥϸ¤�ʤ������˶ᤤ�������ޤ�����������¦���ä⤷���ϵٻߴ��֤�����ˤ����Ѹ��̤���ޤ��ǽ�������뤳�Ȥ��θ����������ʬ��Ǥ�դ�����Ǥ���褦�˲�¤���������������åѥ륹�ʥǥ�ƥ��ˤ��̡�������Ǥ���褦�˲�¤����������ˤ��1��������ǡ���Ѹ��̤�ݻ����Ĥġ����ϥ�����֤��ӽ��������ȿ��ˤ��뤬��¦���ó���85������ޤǰ����夲���빽¤�ˤ���������������¤�ˤ�ꡢ���ȿ��ʼ����ˡ���¦��¦�ơ��ΰ����Ű�����ή���ơ��ΰ��û��֡ʥѥ륹�ǥ�ƥ��ˡ����եȥ������Ȼ��֤ʤɤΥե������������Ű�������ή�����ޤ�ܼۤ�ͳ���ߤ˾������Ǥ���褦�ˤʤꡢ��λ��ʤ�Ƥ��롣 ����
���� �ޤ�������ޤǤι���ȥХ��ݡ����Ÿ��Ǥ�����2�Ȥ�¿�Ų���1�Ȥ˹��Ȥ���ˤ��빽¤�ˤ��Ƥ��롣���γ�ǰ���Ƥ����ȡ�����2�Ȥ��Ĥ�¿�Ų����ǽ�Ȥʤ롣�Ԥ�Ω���夬��Τ���˽ִ�Ū�˹⤤�Ű��Υѥ륹���ä�Ԥ���³���ƥե������������Ŭ�ڤ��Ű�����ä���ѥ륹��ή������¦��Ʊ�ͤˡ��Ԥ�Ω�����¸�����ն������ä�û���֥ѥ륹�ǰ��ä��빽¤�Ǥ��롣��ǰ�ޤ��11.�˼���������������ǽ����¾��ʳ������ä���
6-2.���ŵ�����Ū�ͻ�
�����Ÿ���ȯ�����ꡢ���þ���ܺ٤˺�Ŭ�������ǡ��ŵ�����Ū�ͻ��϶ˤ�ƽ��פʰ�̣�礤���Ĥ�Τȹͤ������ϻ��̤��ɽ���������ŵ�����Ū�ͻ���ԤäƤ�������¦���ä���¦���äˤ�ꥢ��ߥ˥���ȥХ�䡼�س��̡��Х�䡼�ؤ��Ų�ճ��̤ǤɤΤ褦�ʥ�����Τ���꤬�Ԥ��Ƥ���Τ����������۶˻������������®�������ǤɤΤ褦����¦��¦���ä���Ŭ�ʤΤ���Ƥ���Ƥ������۶˻����ˤ����ơ��Х�䡼�����Al3+������O2-������ϡ����γȻ�®�٤θ³����顢�Ų�ʹԤ�ȼ�äƥ���ߥ˥���ȥХ�䡼�س��̡��Х�䡼�ؤ��Ų�ճ��̤Ƕˤ�ƹ�ǻ�٥�٥��ã����ȹͤ����롣�������Ť��Ƥ���Al3+������O2-��������˰��ä�����¦�ѥ륹�ذ��ƶ���ڤܤ����Ȥʤ�����ΨŪ�����Ť��뤳�Ȥ��Ǥ���й�®�ѥ륹���ä���ǽ�Ȥʤ�ȹͤ���줿�����Τ��Ȥϡ���ˤ�������¦���ø�˽ִ�Ū���ŵ�Ū�֤椵�֤�פ�Ϳ���뤳�Ȥˤ�ꡢ���˰��ä�����¦���åѥ륹���ȷ��������𤵤��������鼡�ؤȹ�®����¦���ä���ǽ�Ǥ��뤳�Ȥ��¾ڤ��줿��
6-3.��PC��³��PC����
�����۶˻����ˤ����Ƥϡ�ɽ�̤��ŵ�Ū�������༡�Ѳ����Ƥ������Ȥ�����Ŭ�����¸����뤦����������ե��������ȹͤ����Ƥ���������ή̩�٤ޤ�夲�뤳�Ȥʤ�Ĺ���֤Ǥ��Ų��������ˤϡ����ۤɽ��פʸ�Ƥ����ˤϤʤꤨ�ʤ��ä���������������ή̩�٤Ǥΰ��äϡ��ˤ��û���֤�ɽ�̷�٤����������뤳�ȤȤʤ롣���β����ˡ�Ȥ��Ƹ�Ƥ�Ϥ�Ƥ���Τ���PC��³�ˤ���Ű�����ή�����ͤʤɤξ����˥����Ǥ��ꡢ������֤����������Ȥ��Ƥ��Ű������ͤǥ�˥��������ߥ��å��������ǰ��þ����Ŭ�����뤳�ȤǤ��롣���ߤλ�Ÿ��Ǥ⡢���ȿ������������ơ��۶˻������������������ѹ����뤳�Ȥ��ưפ˽����褦�ʻ��ȤߤˤʤäƤ��ꡢ����Ū�в�˱����ưտ�Ū��������Ѳ������뤳�Ȥ��ǽ�ˤʤäƤ��롣
������Ŭ�������äƤϡ�������ʬ�κ�Ŭ�������û��֤κ�Ŭ���ʤɤμ�ˡ�����ͤ����꤫�鼫ư��������å����Ȥ߹��ळ�ȤޤDz�ǽ�Ȥʤ롣����������������۶˻���������Ū�ʤ��͡��ʥˡ������Ф��ơ���Ĥ���������å�����ǽ��Ū�����ˤϤʤꤨ�ʤ����Ȥ��狼�äƤ��Ƥ��ꡢ���̥ˡ�����¨���ƥ������೫ȯ��ɬ�������⤤������������������å���ȯ�����ǡ��ޥ�������ñ�̤��Ѳ������Ű�����ή���þ��֤��˥���������аޤ��۶˻���������̤Ȥ�ܺ٤������ǽ�Ȥ���DAS��Data Acquisition System�ˤ������Ƥ��롣�������ϡ��̻������˰ܹԤ���С��ʼ�������ȥ졼���ӥ��ƥ��������뤳�ȤȤʤ��Բķ�Τ�ΤȤʤäƤ�����ΤȻפ��롣
7.���ޤȤ�
���� ���������ή���ä���ǽ�Ȥʤ��۶˻����Ǥϡ��Ÿ����ŶˤޤǤ��������Ŷˤȥ���Ȥη�����³�ʤɡ���͡��������ľ�̤��������ΤۤȤ�ɤˤĤ��Ʋ������Ǥ���ĤĤ��롣�ŵ�����Ū�ͻ���ʤᡢ���åѥ�����κ�Ŭ����ʤ�뤳�Ȥˤ�ꡢ�ܸۤ������Ÿ��Ǻ�Ŭ���þ��Ĥ��Ф��Ƥ��Ƥ��롣����ˤ�ꡢ�������㥹���ʤη����ں�ɽ�̤��Ф��ơ�Hv300���١�10+�ߥ���������������5ʬ����ν������֤��۶˻����Ǥ����ܽ褬Ω�äƤ��Ƥ��롣����˹��٤�夲�뤿�ᡢͭ�������Ų�դ��Ѥ���Hv500���塢10ʬ��20�ߥ���������դ�����ɸ�Ȥ����ŤͤƤ��Ƥ��롣
������Ÿ��ˤ���۶˻����ˤ�ꡢ�ԥ奢����ߤ�����Ȥ��ƶˤ������Ū��ϻ�������¤���������θ����Dz�ǽ�Ȥʤ뤳�Ȥ��ѻ����줿�����Ǥˡ��ݥ�����ΥХꥢ���ؤ������å������ʥΥɥåȡ��ʥΥԥ顼������ʤɡ��ݥ��ե���ˤĤ��Ƥϼ�θ��椬ȯɽ����Ƥ��뤬�����������������ʥΥǥХ�������Τ��ṹ���ü���Ÿ����ͤ�������ΤǤ���С����ҳ�ȯ��Ƥ��������
����IGBT�ο�����ܳФ��������ߤǤϡ�1,200V��400A��,50��Hz��Ķ���������ΰ�Ǥ���Ѳ�ǽ�ʥѥ���ǥХ�����и����Ƥ��Ƥ��롣����ޤǻ���Ƥ������ȿ��ΰ�������ȿ��ΰ�ǹ���ϰ��ä���ǽ�ˤʤäƤ��Ƥ��롣IGBT�ο��⤷���ǥХ����Ǥ���IEGT�ˤϡ��Ѱ�4,500V��ή1,500A���饹��Ķ�����ϤΥǥХ�������Ѳ�����Ƥ��ꡢ��������ξ�Ѥʤɤμ���ư���ѤΥ���С����˳��Ѥ���Ƥ��롣ɽ�̽����������Ǥ⡢��10��H����Ķ���������ΰ�Ǥ�����ή���ä䡢��1,000V���饹�ι��Ű����ä���ʬ���������褦�ˤʤäƤ���������ü�Υѥ���ǥХ������Ѥ��Ѷ�Ū�˿ʤᡢ���ٲ�����ܵҥˡ����˿�®�������Τ˱�����褦��ȯ���³���Ƥ���������
��������ޤ��Ÿ��γ�ȯ��ɾ���������¿���������ˤ���Ƴ�������Ϥ������ޤ������äˡ��ڶ�°���ʶ������楻���ˤϡ����Ѥ����äˤʤ�ޤ������Ȼ��̤ڤꤷ�Ƽհդ�ɽ���ޤ���
TOP
2006ǯ10��16��
| by IDX |
�ǿ�����
�������
��Ҿ���
��ҳ���
�ʳ���IDX�α��
�б���ǰ
�Ķ�����
�Ķȵ���
��´���Ѿ���
���䤤��碌
��������
����¾���䤤��碌
����
�ϥ��ѥ���쥯�ȥ��˥���
�۶˻����Ÿ�
����
ľή�Ÿ�
�ѥ륹/RF�Ÿ�
�ż���
�ޥ������ȱ��ѵ���
������
���ƥʥ������ӥ�
���ƥʥ������ӥ�
�Ծ�����
�ʳص��Ѹ���
�����š��Ķ�
���̻���
�ӥ��ͥ��֥����ϥɥ��
���ļԾ���
(C)2006 IDX Inc. All Rights Reserved.